Die-casting Mold Design
Die-casting mold design is a critical process that determines the quality, efficiency, and cost-effectiveness of production. The design process involves several systematic steps to ensure optimal performance and longevity of the mold.
The design phase begins with a comprehensive process analysis of the product, considering factors such as material selection, part shape, and precision requirements. This analysis forms the basis for establishing the appropriate manufacturing process. Subsequently, designers determine the optimal position and orientation of the product within the mold cavity, which directly influences the design of key elements including the parting line, overflow system, and gating system.
The movement and fixation mechanisms for all moving cores and inserts must be carefully designed, including calculations for core pulling distances and forces. The ejection system must be strategically planned to ensure complete part removal without damage. Additionally, engineers select a suitable die-casting machine and design the mold base and cooling systems accordingly. The final step involves verifying all critical dimensions between the mold and the selected die-casting machine before creating detailed drawings for manufacturing.
Modern mold manufacturing utilizes advanced CAD/CAM/CAE systems throughout the entire process from design and manufacturing to testing and validation. Premium mold bases from specialized suppliers like Hong Kong’s LK Group or Japan’s Futaba are often employed, while mold cavities are typically machined from high-grade mold steels such as Sweden’s ASSAB (Uddeholm) steel to ensure durability and performance.
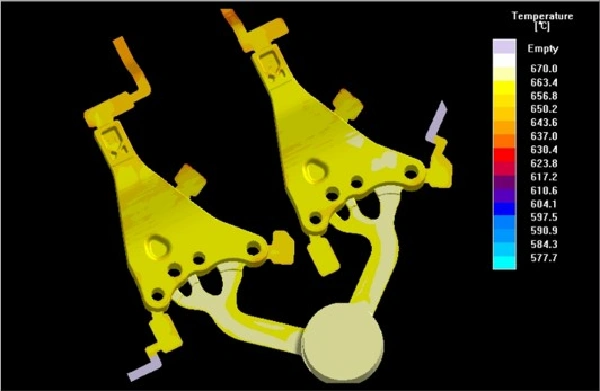
Temperature control systems represent another vital aspect of mold design. Proper management of the mold surface temperature is essential for producing high-quality castings. Uneven or inappropriate mold temperatures can lead to dimensional instability, part deformation during ejection, thermal stress, sticking, surface sinks, internal shrinkage, and heat spots. These temperature variations also significantly impact production cycle times, affecting filling time, cooling time, and spray time parameters.

Mold Flow Analysis
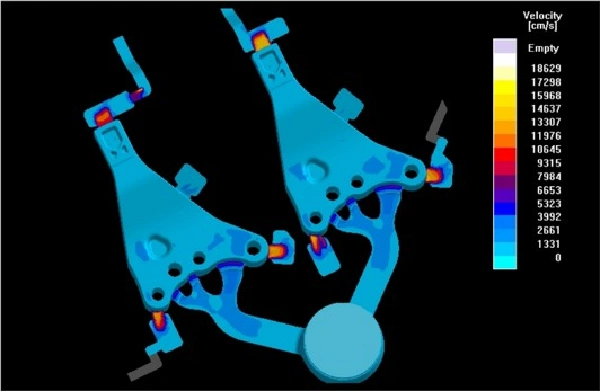
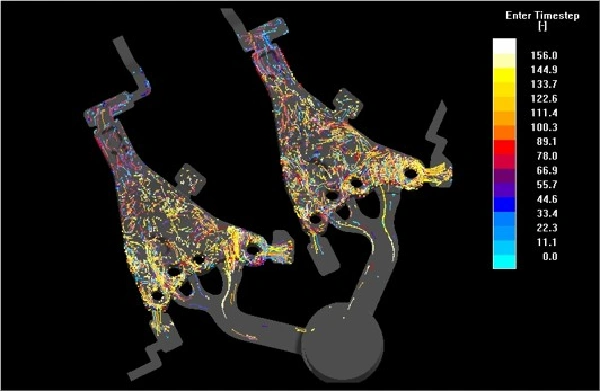
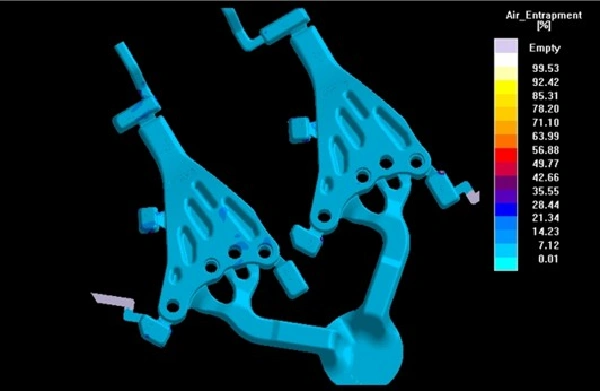
Mold flow analysis, an integral part of the simulation-driven design process, utilizes advanced computational methods to predict and optimize the flow behavior of molten metal during the die-casting process. This analysis helps identify potential defects and improve mold design before manufacturing.
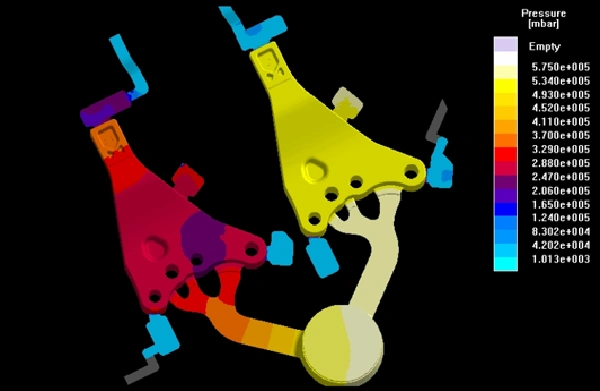
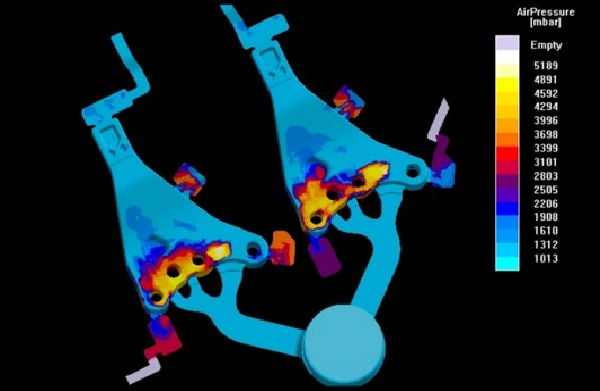
In High-Pressure Die Casting (HPDC), the high-temperature melt is forced into the mold cavity under significant pressure, which frequently causes severe free surface changes and traps air within the melt. If this entrapped air cannot escape before the melt solidifies, air porosity defects form in the castings, substantially degrading product quality.
Researchers have developed various numerical models to simulate these phenomena, which can be broadly categorized into one-phase and two-phase models. The one-phase model solves only the momentum equation of the melt and uses an auxiliary model to predict the distribution of air entrapment. While computationally efficient, this approach has limitations in simulating the dynamics of air and its effects on melt flow.
In contrast, two-phase models treat both air and melt as two immiscible flows with a sharp interface between them. These models solve the momentum equations for both phases and determine the interfaces using an additional scalar, allowing for simulation of simultaneous interactions between the two phases. However, most conventional two-phase models were developed for low-speed casting processes and cannot be directly applied to HPDC without considering two critical physical phenomena: air compressibility and surface tension at the melt/air interface.
The very high injection velocities in HPDC (typically ranging from 10-100 m/s) can significantly increase air density and pressure inside the mold cavity. Additionally, due to the thin-wall characteristics of many castings, the influences of surface tension on flow behavior are substantial and must be considered in accurate numerical models.
Advanced research continues to address these challenges. For instance, one study proposed a two-phase model that treats air as a compressible fluid and melt as an incompressible fluid, while also accounting for surface tension effects. This approach has demonstrated improved accuracy in predicting and analyzing air entrapment in HPDC processes.
Aluminum Alloy Die Casting
Aluminum alloys represent the most widely used material in die casting, particularly valued for their favorable strength-to-weight ratio, corrosion resistance, and excellent thermal and electrical conductivity.
The aluminum alloys commonly used in die casting are categorized into several systems based on their primary alloying elements: aluminum-silicon series (e.g., Al-Si-Mg), aluminum-copper series, aluminum-magnesium series, and aluminum-zinc series. Each system offers distinct mechanical properties and casting characteristics suited to different applications.
The pouring temperature for aluminum alloys varies significantly depending on the specific alloy system and part geometry. For thin-walled castings (≤3mm) with simple geometries, recommended temperatures typically range from 590°C to 680°C across different alloy systems. Complex thin-walled components may require higher temperatures ranging from 620°C to 700°C. Thicker castings (>3mm) generally utilize lower pouring temperatures, with simple geometries typically between 580°C to 670°C and complex geometries between 600°C to 690°C.
Aluminum alloys demonstrate different shrinkage characteristics during solidification, which must be carefully considered in mold design. The aluminum-silicon series typically exhibits shrinkage rates of 0.3-0.5% for restricted contraction, 0.5-0.7% for mixed contraction, and 0.7-0.9% for free contraction. The aluminum-magnesium series shows slightly higher shrinkage rates of 0.5-0.7%, 0.7-0.9%, and 0.9-1.1% for the same categories, respectively.





Zinc Alloy Die Casting
The demanding nature of aluminum die casting requires molds to withstand repeated contact with molten metal at high temperatures. Consequently, aluminum die casting molds must possess high thermal fatigue resistance, excellent thermal conductivity, superior wear and corrosion resistance, good impact toughness, red hardness, and effective release properties
Zinc alloys represent another important category of die-casting materials, valued for their excellent castability, low melting temperature, and good mechanical properties.
Standard specifications for zinc and zinc-aluminum (ZA) alloy foundry and die castings cover commercial zinc and zinc-aluminum castings, along with continuous cast bar stock. Eight primary alloy compositions are commonly specified, including traditional Zamak alloys (Zamak 2, 3, 5, and 7) and newer ZA series alloys (ZA-8, ZA-12, and ZA-27), each with distinct properties and applications.
The Zamak alloys (designated as Z33525, Z33527, Z35533, and Z35545 according to UNS classifications) are used primarily in manufacturing pressure die castings. The ZA series alloys (Z35638, Z35633, and Z35841) find applications in both foundry castings and pressure die castings. These alloys are also fabricated into continuous cast bar stock for prototyping and screw machine applications.
Zinc alloys require significantly lower pouring temperatures compared to aluminum alloys. For thin-walled zinc alloy castings (≤3mm), recommended pouring temperatures range from 420°C to 450°C, while thicker castings (>3mm) typically use temperatures between 400°C and 440°C. Critically, the pouring temperature for zinc alloys should not exceed 450°C to prevent coarse grain structure.
Like aluminum alloys, zinc alloys exhibit characteristic shrinkage behavior during solidification, with typical shrinkage rates of 0.3-0.4% for restricted contraction, 0.4-0.6% for mixed contraction, and 0.6-0.8% for free contraction.
Academic research has extensively investigated zinc alloy die casting processes. One master’s thesis specifically focused on the mold flow analysis for die-casting of zinc alloys, indicating the importance of simulation and analysis in optimizing production parameters and product quality for zinc alloy components.
Both aluminum and zinc alloy die casting continue to evolve with advancements in mold materials, surface treatment technologies, and process control methods. These developments enable production of higher quality castings with improved mechanical properties and longer mold lifespans, meeting the increasingly demanding requirements of modern manufacturing applications.







Post-Processing of Die-Cast Components
Post-processing encompasses all secondary operations performed on die-cast components after the initial casting process to meet final dimensional, aesthetic, and functional requirements.
- Mechanical Machining and Finishing: Die-cast components often require additional machining to achieve tight tolerances or create features not feasible in the casting process. For thin-walled aluminum die-castings, specialized machining approaches are necessary to prevent distortion . Similarly, zinc alloy castings can be machined to add precise features or improve dimensional accuracy.
- Surface Preparation – Shot Blasting and Grinding: Surface preparation techniques like shot blasting are employed to clean components and create a uniform surface texture. For aluminum die-castings, shot blasting is sometimes used as a preparatory step before anodizing to create a uniform surface texture . Grinding and polishing are crucial for zinc alloys to remove minor imperfections and prepare the surface for subsequent electroplating. However, care must be taken not to over-grind, as this can remove the dense surface layer (typically 50-300μm) and expose the underlying, more porous structure, which can lead to defects in final finishing .
- Pre-Treatment – Degreasing and Cleaning: Effective cleaning is a critical first step. Processes such as dewaxing and degreasing are essential for both aluminum and zinc alloys to remove contaminants like lubricants and release agents. For zinc alloys, efficient dewaxing is particularly important before electroplating to ensure good coating adhesion . Chemical polishing can also be used on zinc alloys to improve surface smoothness before final finishing .
Surface Treatment for Aluminum Alloys
Aluminum die-cast components receive various surface treatments to enhance corrosion resistance, improve appearance, and provide a base for additional coatings.
- Phosphating: The phosphating process creates a crystalline, adherent phosphate layer on the aluminum surface, which improves corrosion resistance and provides an excellent base for paint adhesion. The process is enhanced by promoters like guanidine nitrate, and the coating structure is improved with additives such as fluorides, Mn²⁺, and Ni²⁺, which help refine the grain structure and make the coating more uniform and dense .
- Anodizing: Anodizing is an electrochemical process that creates a thick, durable, and corrosion-resistant oxide layer. Specialized techniques have been developed for die-cast aluminum, which can be challenging to anodize uniformly. One such method involves shot blasting the surface prior to anodizing to create a more uniform and receptive surface .
- Electrochemical Surface Strengthening: This technique forms a ceramic-like, non-metallic composite conversion layer on the aluminum surface. In a neutral sodium tungstate (Na₂WO₄) based system, this process can produce a grey, inorganic layer between 5-10 μm thick. This layer exhibits a high microhardness (300-540 HV) and provides excellent corrosion resistance .
- Electropolishing and Chemical Polishing: These processes are used to achieve a smooth, bright, and reflective surface.
- Alkaline Electropolishing: Research into alkaline solutions, often based on sodium hydroxide (NaOH) with specialized additives, has yielded systems that can produce high reflectivity, with surface reflectance potentially reaching 90% .
- Environmentally Friendly Chemical Polishing: Traditional chemical polishing often uses nitric acid, which generates harmful nitrogen oxide (NOx) emissions. Newer, more environmentally friendly technologies are being developed that use a phosphoric-sulfuric acid base and replace nitric acid with specialized compounds that suppress pitting and provide a bright, smooth finish .
Surface Treatment for Zinc Alloys
Zinc alloy die-castings are often surface treated for decorative appeal and enhanced environmental durability.
- Electroplating for Aesthetic Appeal: Multi-layer electroplating is a common method to achieve a desired aesthetic, such as a stainless-steel-like appearance. One documented process involves several stages: the base material undergoes alkaline copper plating, followed by acidic copper plating, and finally a layer of bright nickel electroplating. After plating, mechanical processes like polishing and wire drawing are used to achieve the specific metallic luster and texture, followed by passivation and a protective clear coat to seal the finish .
- Decorative and Functional Plating: Beyond imitation stainless steel, zinc alloys can receive various other decorative and functional platings, such as chrome, gold, or other metallic finishes. The key to success is a meticulous pre-treatment process to prevent issues like blistering or poor adhesion .
- Chemical Passivation and Whitening: Passivation treatments are used to improve the corrosion resistance of zinc surfaces. A specific whitening passivation process is available for zinc alloys, which typically follows chemical polishing to create a clean, uniform, and corrosion-resistant surface .
- Chemical Polishing with Lactic Acid: Emerging research explores the use of lactic acid for the chemical polishing of zinc. This method not only cleans and smoothens the surface but can also contribute to surface reconstruction and the formation of a protective interfacial layer, which is particularly beneficial for enhancing performance in specific applications like batteries .
| Material | Tensile Strength PSI*103 | Yield Strength PSI*103 | Impact Strength ft lb | Shear Strength PSI*103 | Hardness Brinell(HB) | Elongation % in50mm |
| ADC12 | 45 | 22 | 3 | 75 | 3.5 | |
| A380 | 47 | 23 | 3 | 27 | 80 | 3.5 |
| A360 | 46 | 24 | \ | 26 | 75 | 3.5 |
| B390 | 46 | 36 | \ | 120 | 1 | |
| ZAMAK3 | 41 | 36 | 43 | 31 | 82 | 10 |
| ZAMAK5 | 48 | 32 | 48 | 38 | 91 | 7 |
| ZA 27-Zinc Aluminum | 61 | 55 | 9.4 | 47 | 119 | 3 |